
Các Lỗi Sản Phẩm Nhựa
Danh Mục Bài Viết
Trong quá trình sản xuất ép nhựa, việc xuất hiện các lỗi hỏng sản phẩm là điều khó tránh khỏi. Việc phân tích nguyên nhân và đưa ra biện pháp khắc phục kịp thời là yếu tố then chốt để đảm bảo chất lượng sản phẩm và hiệu quả sản xuất. Bài viết này sẽ phân tích các lỗi hỏng thường gặp trong sản phẩm ép nhựa và đề xuất các giải pháp khắc phục.
1. Các lỗi hỏng thường gặp và nguyên nhân
Thiếu hụt vật liệu (Short shot):
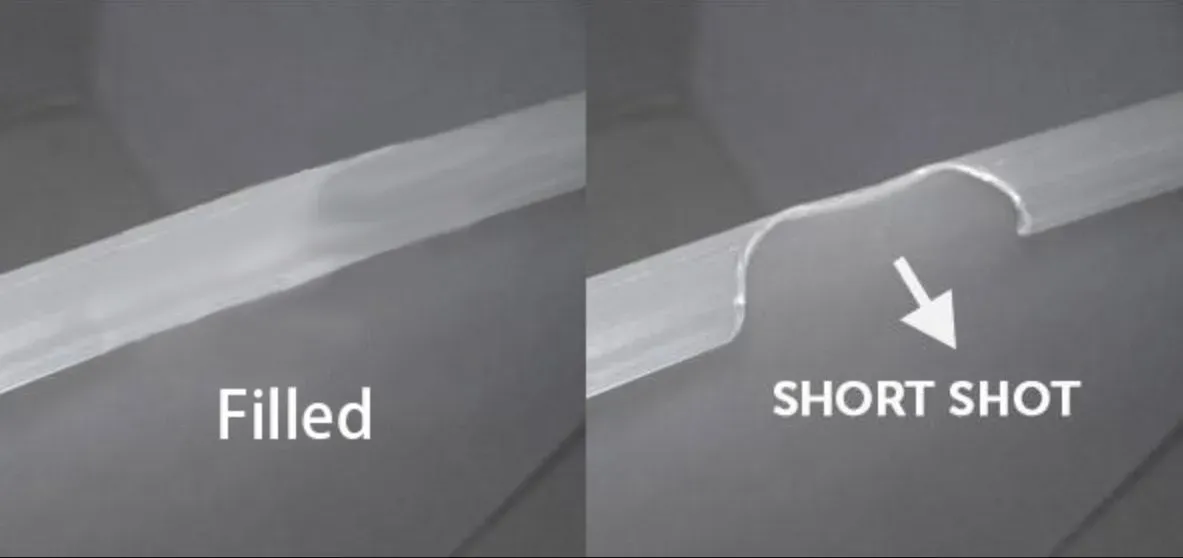
- Nguyên nhân: Lượng nhựa không đủ, áp suất phun thấp, nhiệt độ nhựa thấp, tắc nghẽn dòng chảy.
- Khắc phục: Tăng lượng nhựa, tăng áp suất phun, tăng nhiệt độ nhựa, kiểm tra và vệ sinh kênh dẫn nhựa.
Ba via (Flash):
- Nguyên nhân: Lực kẹp khuôn không đủ, khe hở giữa các tấm khuôn, áp suất phun quá cao.
- Khắc phục: Tăng lực kẹp khuôn, kiểm tra và sửa chữa khe hở khuôn, giảm áp suất phun.
Cong vênh (Warping):
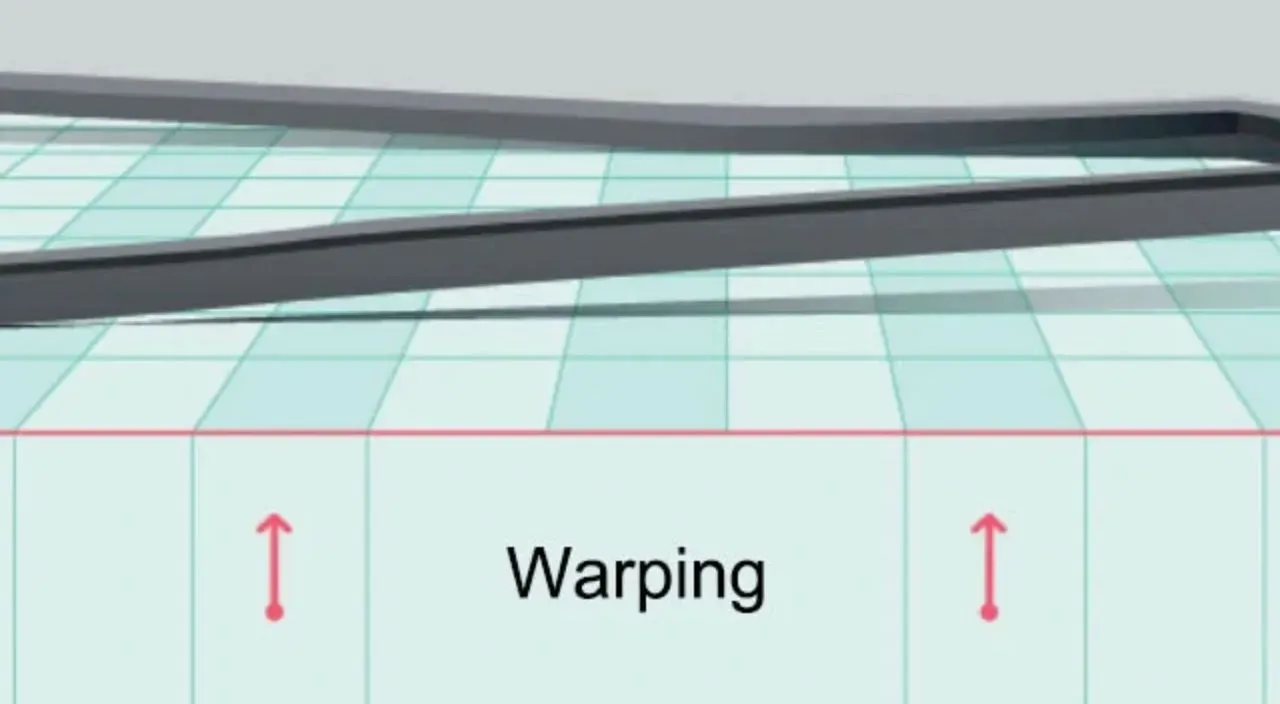
- Nguyên nhân: Co ngót không đều, làm nguội không đều, ứng suất dư.
- Khắc phục: Thiết kế sản phẩm và khuôn có độ dày đồng đều, điều chỉnh hệ thống làm nguội, giảm ứng suất dư bằng cách ủ sản phẩm.
Vết dòng (Flow marks):

- Nguyên nhân: Tốc độ phun không ổn định, nhiệt độ nhựa thấp, thiết kế kênh dẫn nhựa không hợp lý.
- Khắc phục: Điều chỉnh tốc độ phun, tăng nhiệt độ nhựa, tối ưu hóa thiết kế kênh dẫn nhựa.
Bọt khí (Air bubbles):

- Nguyên nhân: Không khí bị kẹt trong khuôn, độ ẩm trong nhựa cao, nhiệt độ nhựa quá cao.
- Khắc phục: Thiết kế hệ thống thoát khí hiệu quả, sấy khô nhựa trước khi ép, điều chỉnh nhiệt độ nhựa.
Đường hàn (Weld lines):
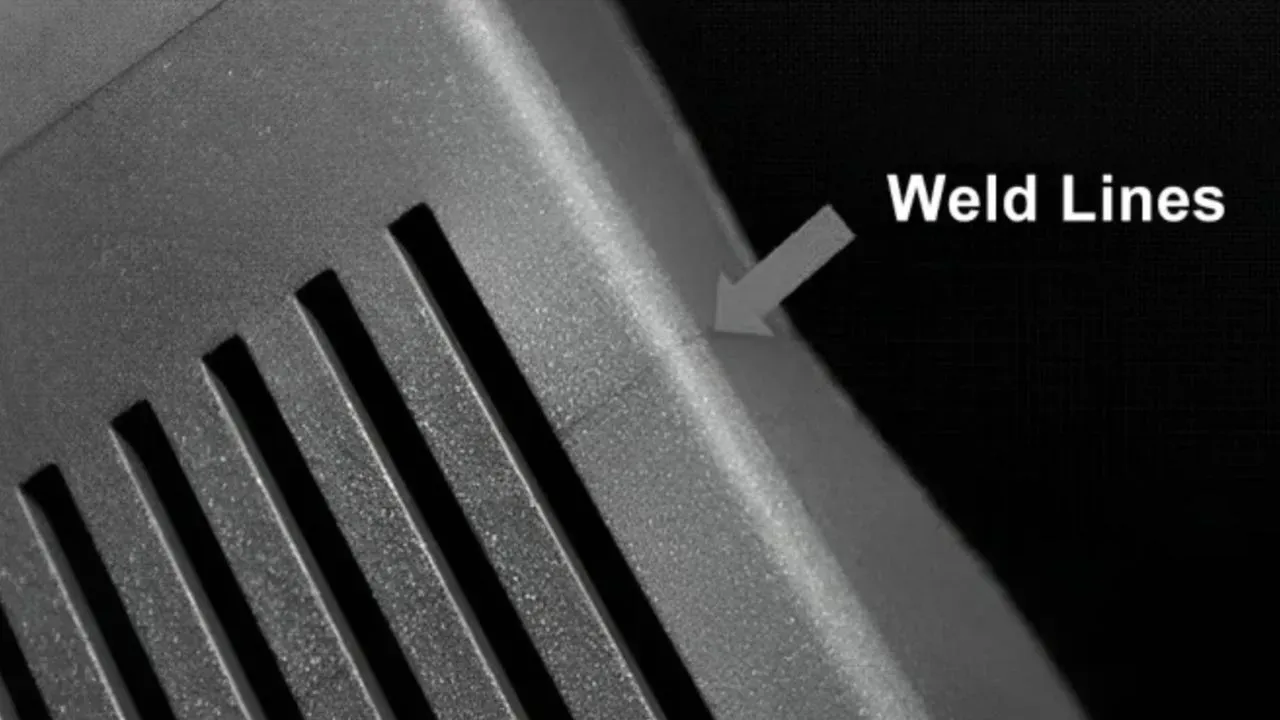
- Nguyên nhân: Do hai dòng nhựa nóng chảy gặp nhau, nhiệt độ nhựa thấp, tốc độ phun thấp.
- Khắc phục: Tăng nhiệt độ nhựa, tăng tốc độ phun, thay đổi vị trí cổng phun.
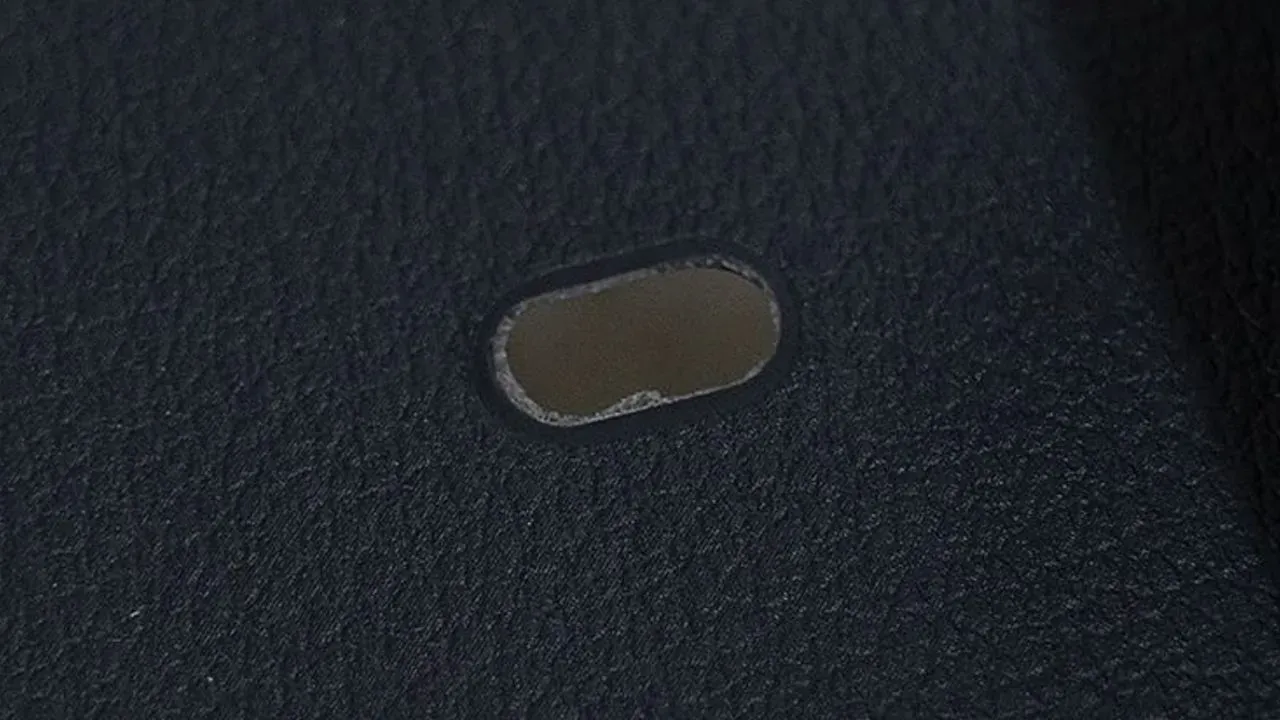
Lớp phân tầng (Delamination):
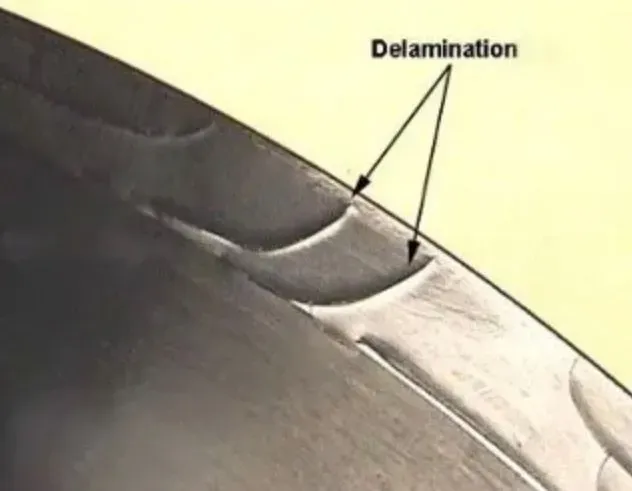
- Nguyên nhân: Do các lớp nhựa không kết dính với nhau, do nhiễm bẩn vật liệu, do độ ẩm trong vật liệu.
- Khắc phục: Sấy khô vật liệu, làm sạch vật liệu, tăng nhiệt độ khuôn.
Lỗi màu sắc (Color defects):
- Nguyên nhân: Phân tán màu không đều, nhiễm bẩn màu, nhiệt độ ép không ổn định.
- Khắc phục: Kiểm tra chất lượng màu, làm sạch máy ép, điều chỉnh nhiệt độ ép.
2. Biện pháp phòng ngừa
- Lựa chọn vật liệu nhựa phù hợp với yêu cầu sản phẩm.
- Thiết kế khuôn và sản phẩm tối ưu hóa cho quá trình ép nhựa.
- Kiểm soát chặt chẽ các thông số ép nhựa.
- Bảo trì và vệ sinh khuôn định kỳ.
- Đào tạo vận hành máy ép nhựa đúng kỹ thuật.
Nắm vững các lỗi hỏng thường gặp và nguyên nhân gây ra chúng là yếu tố quan trọng để nâng cao chất lượng sản phẩm ép nhựa. Bằng cách áp dụng các biện pháp khắc phục và phòng ngừa hiệu quả, các nhà sản xuất có thể giảm thiểu lỗi hỏng và tối ưu hóa quy trình sản xuất.
⇦ Bài trước: Các loại nhựa và đặc tính sử dụng
⇨ Bài sau: Hệ thống thoát khí