
Độ co ngót là gì? Công thức tính độ co ngót của nhựa
Độ co ngót nhựa là một trong những yếu tố quan trọng và thách thức mà các kỹ sư và nhà sản xuất khuôn mẫu phải đối mặt trong quá trình ép phun nhựa. Khi nhựa nóng được ép vào khuôn và làm nguội, nó sẽ co lại, dẫn đến sự thay đổi kích thước của sản phẩm so với thiết kế ban đầu. Nếu không được kiểm soát và tính toán chính xác, độ co ngót có thể gây ra lỗi trong sản phẩm, ảnh hưởng đến độ chính xác và chất lượng của sản phẩm cuối cùng. Bài viết này sẽ giải thích chi tiết về hiện tượng co ngót nhựa, cách tính toán, và các giải pháp để kiểm soát.
1. Độ Co Ngót Nhựa Là Gì?
Độ co ngót nhựa là hiện tượng xảy ra khi nhựa lỏng được làm nguội và chuyển từ trạng thái lỏng sang rắn, dẫn đến sự giảm thể tích của sản phẩm so với kích thước ban đầu trong khuôn. Nói cách khác, khi nhựa được ép phun vào khuôn và sau đó làm nguội, sản phẩm nhựa thu nhỏ một chút so với kích thước lòng khuôn ban đầu. Hiện tượng co ngót xảy ra do sự thay đổi về mật độ và cấu trúc của polymer: ở nhiệt độ cao các chuỗi polymer giãn ra, còn khi nguội các chuỗi này xếp lại gần nhau hơn, làm thể tích chất nhựa giảm đi . Độ co ngót là một yếu tố quan trọng cần được tính toán trong thiết kế khuôn ép nhựa, vì nếu không tính đúng, sản phẩm tạo ra có thể sai lệch kích thước so với yêu cầu. Co ngót là quá trình tự nhiên của nhựa khi nó nguội đi và các phân tử co lại. Mức độ co ngót phụ thuộc vào nhiều yếu tố như loại nhựa, thiết kế khuôn, nhiệt độ và áp suất ép phun.
Ảnh minh họa: Độ co ngót của nhựa
2. Nguyên Nhân Gây Ra Độ Co Ngót Nhựa
Có nhiều nguyên nhân dẫn đến hiện tượng co ngót trong quá trình ép phun nhựa. Một số yếu tố chính bao gồm:
-
Sự thay đổi nhiệt độ: Khi nhựa chuyển từ nhiệt độ cao trong quá trình ép phun sang nhiệt độ thấp khi làm nguội, các phân tử trong nhựa co lại, gây ra hiện tượng co ngót.
-
Loại vật liệu nhựa: Mỗi loại nhựa có mức độ co ngót khác nhau. Ví dụ, nhựa nhiệt dẻo (thermoplastics) như PP (polypropylene) và PE (polyethylene) thường có độ co ngót cao hơn so với các loại nhựa khác như ABS hay PC.
-
Thiết kế khuôn: Thiết kế và cấu trúc của khuôn mẫu cũng ảnh hưởng đến độ co ngót. Nếu khuôn có các chi tiết phức tạp hoặc thành mỏng, nhựa có thể không được phân phối đều, dẫn đến co ngót không đồng đều.
-
Áp suất phun và thời gian nén: Nếu áp suất phun quá thấp hoặc thời gian nén không đủ lâu, nhựa sẽ không được điền đầy hoàn toàn vào khuôn, gây ra hiện tượng co ngót không đồng đều hoặc sản phẩm bị lỗi.
Độ co ngót thường được biểu thị dưới dạng phần trăm và phụ thuộc vào nhiều yếu tố, như loại nhựa, thiết kế khuôn, và điều kiện quy trình. Để tối ưu hóa kết quả, các kỹ sư thường sử dụng các phần mềm mô phỏng để tính toán và dự đoán độ co ngót trước khi bắt đầu sản xuất.
3. Cách Tính Độ Co Ngót
Thực ra do độ phức tạp giữa hình dạng sản phẩm, loại nhựa sử dụng, điều kiện ép, điều kiện làm nguội, kích thước đạt yêu cầu… nên không có 1 con số chính xác đối với từng loại nhựa, theo kinh nghiệm cá nhân của mình thì độ co ngót sẽ được tính toán dựa trên các điều kiện sau:
-
Loại nhựa được ép: Công ty sản xuất nhựa sẽ đưa ra độ co ngót trên lý thuyết
-
Độ dày của sản phẩm: Sản phẩm càng dày thì càng bị co ngót nhiều
-
Hình dạng sản phẩm: Phần này chúng ta sẽ phải dựa vào các kích thước và điều kiện của các sản phẩm có biên dạng tương tự hoặc gần giống để có số liệu phán đoán
-
Xử lý bề mặt: Tùy vào cách xử lý bề mặt sản phẩm mà ta có thể phán đoán chiều hướng tăng hay giảm của độ co ngót. Keyword: “Cách xử lý nào làm nhựa càng bị nóng thì sẽ gây ra độ co ngót càng cao”
-
→ Đối với dự án của công ty, tập thể, chúng ta sẽ dựa vào các sản phẩm đã hoàn thành trước đó để lấy dữ liệu phán đoán. Đối với dự án cá nhân hãy chủ động hỏi khách hàng hoặc tìm hiểu về độ co ngót lý thuyết của các loại nhựa
Bảng minh họa: Độ co ngót của một số loại nhựa điển hình
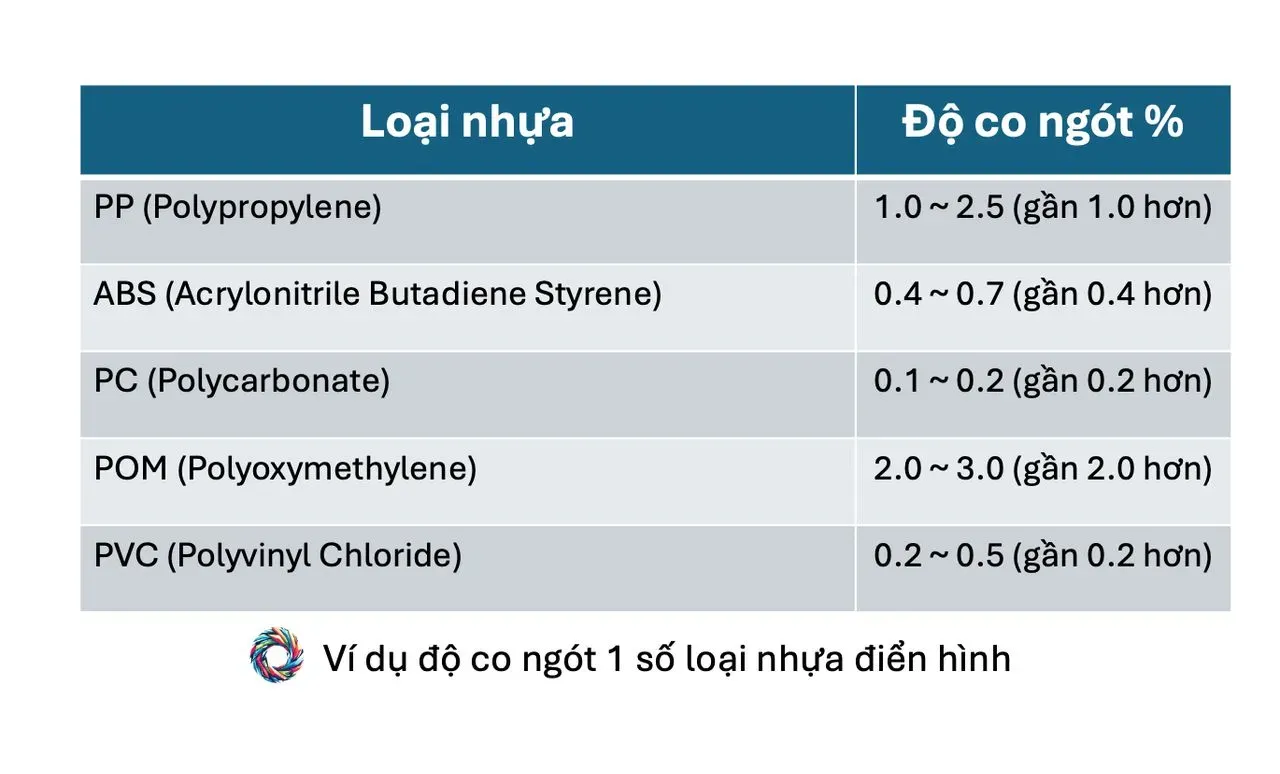
Mỗi loại nhựa có mức độ co ngót riêng, phụ thuộc vào tính chất vật lý (nhựa kết tinh hay vô định hình), thành phần phụ gia và điều kiện ép phun. Dưới đây là độ co ngót điển hình của một số loại nhựa thông dụng:
-
Nhựa PP (Polypropylene): Độ co ngót của nhựa PP khá lớn, thường nằm trong khoảng 1% đến 2,5% . PP là nhựa nhiệt dẻo kết tinh, khi nguội các tinh thể hình thành làm thể tích giảm đáng kể, do đó khuôn cần được thiết kế lớn hơn sản phẩm khoảng vài phần trăm.
-
Nhựa ABS (Acrylonitrile Butadiene Styrene): Độ co ngót của nhựa ABS thấp hơn PP, khoảng 0,4% đến 0,7% . ABS là nhựa kỹ thuật vô định hình nên ổn định kích thước tốt hơn, sản phẩm ép từ ABS ít bị thay đổi kích thước nhiều sau khi nguội.
-
Nhựa PC (Polycarbonate): Độ co ngót nhựa PC rất thấp, chỉ khoảng 0,1% – 0,2% . PC là nhựa kỹ thuật cao cấp, gần như không kết tinh nên sản phẩm giữ được kích thước gần như nguyên vẹn so với khuôn. Điều này lý giải vì sao PC thường được dùng cho các chi tiết đòi hỏi độ chính xác cao.
-
Nhựa POM (Polyoxymethylene): Độ co ngót nhựa POM khá cao, khoảng 2% – 3% . POM (còn gọi là nhựa acetal) là nhựa kết tinh có độ co rút lớn, sản phẩm POM dễ bị thay đổi kích thước và biến dạng nếu thiết kế khuôn không tính toán đúng hệ số co ngót.
-
Nhựa PVC (Polyvinyl Chloride): Độ co ngót nhựa PVC (loại PVC cứng) rất nhỏ, khoảng 0,2% – 0,5% . PVC là nhựa vô định hình, đặc biệt ở dạng cứng (như UPVC) hầu như không co rút đáng kể. Nhờ tính ổn định kích thước cao, nhựa PVC thích hợp cho các sản phẩm đòi hỏi độ chính xác và lắp ráp khít.
Lưu ý rằng các giá trị trên mang tính tham khảo, độ co ngót thực tế có thể thay đổi tùy vào thương hiệu nhựa, tỷ lệ phụ gia, cũng như điều kiện vận hành máy ép (nhiệt độ khuôn, áp suất phun, thời gian làm mát, v.v.). Chẳng hạn, cùng là nhựa PP nhưng nếu ép ở nhiệt độ khuôn khác nhau thì độ co ngót có thể chênh lệch; nhiệt độ khuôn cao thường làm tăng co ngót do thời gian nguội lâu hơn . Do đó, người thiết kế khuôn cần kết hợp cả dữ liệu kỹ thuật của nhà sản xuất nhựa và kinh nghiệm thực tế để chọn hệ số co ngót phù hợp.
4. Giải Pháp Kiểm Soát Độ Co Ngót
Để giảm thiểu ảnh hưởng của độ co ngót đến sản phẩm, có một số giải pháp kỹ thuật mà các nhà sản xuất có thể áp dụng:
-
Lựa chọn vật liệu nhựa phù hợp: Mỗi loại nhựa có độ co ngót khác nhau, vì vậy việc lựa chọn loại nhựa thích hợp cho sản phẩm của bạn là điều quan trọng. Ví dụ, nhựa có cấu trúc phân tử ổn định hơn sẽ ít bị co ngót hơn. Đối với các sản phẩm yêu cầu độ chính xác cao, nên chọn các loại nhựa có độ co ngót thấp như PC hoặc ABS.
-
Điều chỉnh thông số quy trình: Các thông số như nhiệt độ khuôn, nhiệt độ nhựa, áp suất phun và thời gian nén đều ảnh hưởng đến mức độ co ngót. Điều chỉnh những thông số này để tối ưu hóa quy trình ép phun có thể giúp kiểm soát tốt hơn sự co ngót của sản phẩm.
-
Tăng nhiệt độ khuôn: Nhiệt độ khuôn cao hơn giúp giảm tốc độ làm nguội nhựa, làm giảm sự chênh lệch nhiệt độ và giúp nhựa định hình đồng đều hơn.
-
Tăng áp suất phun và thời gian nén: Tăng áp suất và thời gian giúp nhựa điền đầy khuôn tốt hơn và giảm thiểu các lỗi do co ngót không đồng đều.
-
-
Thiết kế khuôn tối ưu: Thiết kế khuôn phải đảm bảo phân bố đồng đều nhựa vào các khoang khuôn để tránh hiện tượng co ngót không đồng đều. Sử dụng các phần mềm mô phỏng như NX Mold Design hoặc Moldflow để dự đoán và điều chỉnh thiết kế trước khi sản xuất thực tế.
-
Sử dụng hệ thống làm nguội hiệu quả: Hệ thống làm nguội trong khuôn mẫu cũng đóng vai trò quan trọng trong việc kiểm soát độ co ngót. Một hệ thống làm nguội được thiết kế tốt sẽ giúp nhiệt độ khuôn được duy trì ổn định và giúp nhựa nguội đều hơn, giảm thiểu sự co ngót không đồng đều.
5. Ứng dụng của độ co ngót trong thiết kế khuôn ép nhựa
Hiểu rõ độ co ngót của nhựa là kiến thức bắt buộc đối với kỹ sư thiết kế khuôn ép nhựa. Trong giai đoạn thiết kế khuôn, sau khi đã có kích thước sản phẩm mong muốn, kỹ sư sẽ tính toán và bù trừ kích thước cho các chi tiết khuôn dựa trên độ co ngót của loại nhựa được sử dụng. Việc này đảm bảo sau khi sản phẩm nhựa nguội đi và co lại, kích thước cuối cùng của sản phẩm sẽ đúng như thiết kế. Nếu bỏ qua yếu tố co ngót hoặc tính toán sai, sản phẩm ép ra có thể nhỏ hơn kích thước yêu cầu, dẫn đến không lắp ráp được hoặc không đạt tiêu chuẩn kỹ thuật.
Ví dụ thực tế, khi thiết kế khuôn cho một chi tiết bằng nhựa ABS, nếu kỹ sư không cộng thêm ~0,5% kích thước khuôn so với sản phẩm, thì sản phẩm thu được sẽ bị thiếu hụt kích thước tương ứng ~0,5%, gây lỗi về độ chính xác. Ngược lại, với nhựa POM có độ co ngót cao, khuôn phải được làm lớn hơn đáng kể; các chi tiết mỏng cần đặc biệt chú ý vì co ngót không đồng đều có thể gây cong vênh. Ngoài ra, việc hiểu rõ độ co ngót cũng giúp kỹ sư dự đoán và khắc phục các khuyết tật do co ngót gây ra trên sản phẩm, ví dụ như co rút, lõm bề mặt (sink marks) nếu nhựa co ngót nhiều ở vùng dày.
Tóm lại, độ co ngót của nhựa là thông số quan trọng ảnh hưởng trực tiếp đến thiết kế và chế tạo khuôn ép nhựa. Bằng việc áp dụng đúng công thức tính và tra cứu hệ số co ngót phù hợp cho từng loại nhựa (PP, ABS, PC, POM, PVC,...), người thiết kế có thể đảm bảo sản phẩm nhựa đạt kích thước chính xác và chất lượng mong muốn. Sự hiểu biết đầy đủ về hiện tượng co ngót sẽ giúp quá trình thiết kế khuôn ép nhựa trở nên hiệu quả, hạn chế thử nghiệm sai hỏng và tối ưu hóa thời gian cũng như chi phí sản xuất, đồng thời đảm bảo sản phẩm cuối cùng đáp ứng các tiêu chuẩn kỹ thuật đặt ra.
6. Các Lỗi Liên Quan Đến Độ Co Ngót Và Cách Khắc Phục
Một số lỗi phổ biến liên quan đến độ co ngót bao gồm:
-
Biến dạng sản phẩm (Warping): Khi co ngót không đồng đều, sản phẩm có thể bị biến dạng, cong vênh. Để khắc phục, cần điều chỉnh nhiệt độ khuôn, áp suất phun và thiết kế khuôn sao cho nhựa phân phối đều hơn.
-
Kích thước sản phẩm không chính xác: Nếu không tính toán chính xác độ co ngót, sản phẩm có thể bị nhỏ hơn hoặc lớn hơn kích thước yêu cầu. Sử dụng phần mềm mô phỏng để dự đoán độ co ngót và hiệu chỉnh thiết kế trước khi sản xuất là giải pháp hiệu quả.
Độ co ngót nhựa là một yếu tố không thể tránh khỏi trong quá trình ép phun nhựa. Tuy nhiên, việc hiểu rõ nguyên nhân và tính toán chính xác sẽ giúp bạn kiểm soát và giảm thiểu những tác động của nó đến sản phẩm. Bằng cách sử dụng đúng loại vật liệu, điều chỉnh các thông số quy trình và thiết kế khuôn tối ưu, các nhà sản xuất có thể đảm bảo rằng sản phẩm nhựa của họ đạt được chất lượng và độ chính xác cao nhất.
Video tham khảo: https://www.youtube.com/watch?v=hjyaKUAuv8g
← Bài trước: Các phần mềm hữu ích trong thiết kế khuôn
→ Bài sau: Hướng rút khuôn